MC-Nytt nr 3 mars 1960
Redaktör och ansvarig utgivare: Bengt Björklund
Omslaget
I MÅL! 16-årige Eddie Mulder (500 Royal Enfield) har vunnit ”sitt livs lopp” – Big Bear Run i Californien.
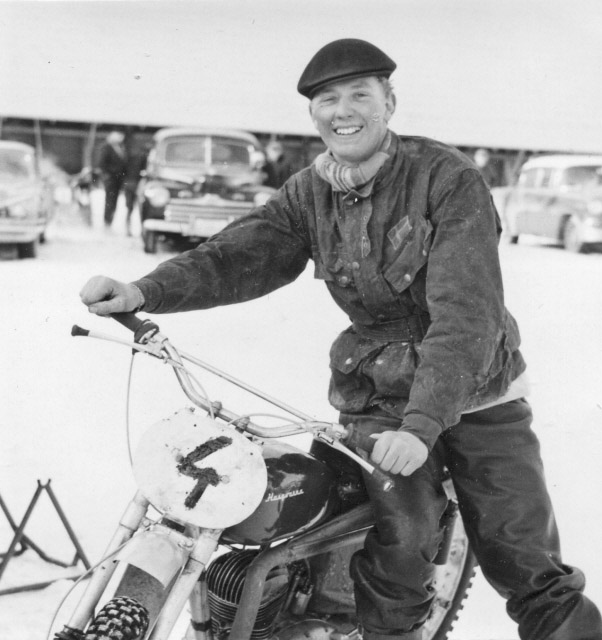
Gunnar Johansson på Greeves.
Husqvarna-seger för
Tibblin – Hallman
vid snöcross i Norrköping

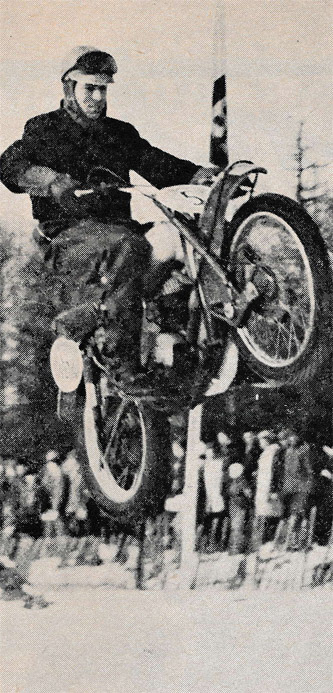
Rolf Tibblin vid snöcrossen i Norrköping.

Torsten vinner snöcrossen i Norrköping.
Rolf Tibblin vinner snöcrossen i Norrköping.
Årets första nationella motocross kördes
den 14 februari i Norrköping. Den kalla
väderleken skrämde bort många åskådare
och endast ca 1.000 personer kantade ba-
nan. Tävlingarna blev emellertid mycket
spännande och speciellt 250-klassen, i vil-
ken Gunnar Johansson debuterade på
Greeves, blev sevärd. Tre Greeves-förare
ledde på första varvet, men genom bl. a.
vurpor föll dessa så småningom ifrån. Inte
ens säkre Gunnar Johansson kunde hålla
sej på hjulen i det hala väglaget och efter
att ledande Tibblin råkat ut för en till-
fällig malör med tändstiftet gick Hallman
in som segrare i 250 cc.
500-klassen blev en klar seger för Tibb-
lin och hans 500-Husqvarna, under det att
Gunnar Johansson med sin Crescent/BSA
tog andra platsen. Trea kom Jan Liljedahl
(BSA) som i början innehaft en sensatio-
nell ledning. Juniorklassen vanns av K. A.
Berglund, Sala (BSA) före Olle Bengtsson,
Karlskoga (AJ S).
För att återknyta till 250-klassen så är
det ännu ej bestämt om Gunnar Johansson
skall fortsätta köra Greeves, men mycket
talar för detta. Den maskin som Gunnar
körde i Norrköping var Kaj Bornebusch’s
egen privata 250:a som bl.a. körts på Kå-
san tidigare. Accepterar Gunnar att gå
över till Greeves kan vi emellertid förut-
sätta att han kommer att få sadla en av
fabrikens speciella topptrimmade exem-
plar. Säkerligen en intressant bekantskap
i 250-klassen och en krydda i den eljest
helsvenska anrättningen. På 7:e plats kom
Eskilstunas Lennart Lindell, vars Lind-
ström/Husqvarna 250 gick utomordentligt
fort, vilket emellertid inte var av så stor
betydelse i det hala väglaget.
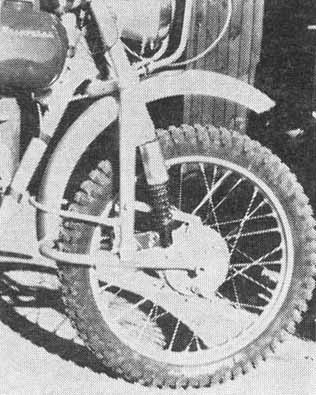

Modifiering av SILVERPILEN del 3 Framgaffeln
I våra två tidigare ombyggnadsartiklar har talats om de första grunderna för modifiering av en Silverpil för cross och OT. Vi har gått igenom ramförstärkningar och även gett oss in på ombyggnad av bakramen. Den här gången är det framgaffeln som skall behandlas.
Det har på sista tiden blivit populärt att bygga om Husqvarnas framgafflar till ett utförande som påminner om Earls-gafflar.
Denna åtgärd kan diskuteras, då gaffeln blir tyngre och körtekniken ändras. Möjligheten att bygga om en gaffel till denna typ står emellertid öppen för var och en liksom dylik ombyggnad naturligtvis även ombesörjes av yrkesmän i branschen, till vilka det många gånger lönar sej att lämna in arbetena, om man inte själv har de rätta resurserna. Ett halvdant arbete får nämligen aldrig förekomma i samband med en så viktig detalj som en framgaffel.
Den måste man kunna lita på i varje situation – detta säger sej själv.
På bilden syns en rätt byggd specialframgaffel till Husqvarna Silverpilen. Observera det stabila utförandet, den kraftiga gaffelbygeln och skärmstaget, som ger god stabilitet åt framskärmens fastsättning. Alla dessa detaljer medverkar till god driftsäkerhet och förnämliga vägegenskaper. Stötdämparna på denna gaffel är av fabrikat Girling, som levererar speciella stötdämpare till framgafflar av denna typ.
Det finns en faktor som man måste räkna med som mycket viktig vid gaffeltillverkning.
Det är det s.k. försprånget vilket man lämpligen väljer från den orginalgaffel som skall bilda stomme i ombyggnaden, eller som den nya gaffeln skall ersätta. Försprånget utgöres av den sträcka man får vid mätningen av skillnaden mellan den punkt där en linje i centrum av styrhuvudet träffar markplanet och den punkt som i lodlinjen från framnavets centrum träffar markplanet.
Med ett för långt språng vill cykeln vika sej vid kurvtagning. Den vill med andra ord gå i en tvärare böj än vad man avsett. På bilspråk talar man om ”överstyrning”. Ett för kort språng har motsatt effekt. Man får då med våld tvinga maskinen ta de kurvradier man från början avsett. Alltså kan man här tala om ”understyrning”.
Vid val av fjäderben kan man mycket väl utgå från samma typ som den som använts för bakhjulsfjädringens ombyggnad. Ju lättare fjäderbenen är desto mindre blir den totala vikten och detta är något man bör eftersträva. Men kvalitén på fjäderbenen är också en mycket viktig detalj och därför kan det ofta vara bättre att få en lång livslängd med en högre vikt som följd.
MÄT OCH RITA NOGGRANT
Utmätning av gaffeln och dess olika komponenter är mycket viktig. Välj först ut en lämplig svängarmslängd, t.ex. 200 mm. Rita upp gaffeln på ett golv eller på en plywoodskiva e.d.
Utgå alltid från hjulet och drag dess diameter. Rita sen dit markplanet. Markera den mot marken vinkelräta linjen, som markerar lodlinjen. Välj ut det språng som skall användas och avsätt det mot markplanet.
Drag en linje från den främre av de angivna punkterna i en riktning som motsvarar styrvinkeln. Denna vinkel brukar ligga mellan 60-65 grader. Vi väljer 62,5 grader som ett gott medelvärde. Rita in utseendet på gaffelkronan med övre och undre gaffelplåten samt övre delen av gaffelbenen. Svängarmslängden avsättes nu, dvs. 200 mm med en vinkel nedåt av ca 10 grader. Vid belastning kommer denna vinkel att genast gå över 0-graderslinjen, även kallad horisontalplanet.
Vi har i och med detta fixerat lagerlägets placering och den plats som det bakåtsvängda framgaffelbenet skall placeras på. Det bakåtsvängda gaffelbenet kräver en granskning. Skall vi svänga tillbaka det befintliga benet eller skall vi låta sätta dit ett nytt? Detta är helt en smaksak. Vill vi använda det befintliga benet, som ju har konisk profil och därför ser trevligt ut, får vi något kortare gaffelben än förut, och detta innebär i sin tur att gaffelbygeln kommer att luta mer än de 10 grader vi förut talade om.
Det gör kanske inte så mycket om det blir 5 grader ytterligare. Man kan ju kompensera snedställningen med att flytta upp övre fästpunkten för fjäderbenen, men detta medför att fjädringsvägen blir mindre innan skärmen hindrar rörelsen – dessutom hindras styrhuvudsvinkeln. Bästa utgångsläget har man om man disponerar två gafflar. Då kan man göra gaffelbenen så långa som behövs. Första lösningen, dvs. med endast en gaffel är emellertid den mest lättarbetare. Låt oss därför ta en titt på hur denna skall bearbetas.
BÖJ OCH PROVA!
Vi sågar först ett snitt i framsidan av gaffeln men skär inte helt igenom utan lämnar ca 3 mm kvar. Snittet utföres ca 30 mm under nedre gaffelplåten. Nu kan man böja benen bakåt, men de sitter fortfarande kvar vid sin andra del. Innan vi påbörjar böjningen så sätter vi en dorn i de båda lagringslägena för att undvika att vi bryter dessa mot varandra. Dornen måste passa noga.
Nu är det bara att böja och prova mot den på golvet uppritade skissen. Båda benen måste böjas lika mycket och för att vara säkra på att så sker, måste vi mäta eller i varje fall sikta in gaffelns riktning. För detta ändamål använder vi oss av den dorn vi låtit sätta i lagringslägena och en linjal, som vi placerat högt mellan övre och undre gaffelplåten. Dornen måste nu vara parallell med linjalen i skitlinjen och om inte så är fallet så är det bara att rikta.
Gaffelbenen får inte heller bryta av i sidled, men den risken är inte så stor när man har styrningen i lagerlägena. I det öppna snitt vi gjort, måste nu insättas en mellanbit av stålplåt.
Vi får försöka forma den till ett utseende som passar och svetsar därefter fast den. Ovanpå denna svets sätter vi senare den fästplåt, som skall hålla fjäderbenet i det övre läget. Vi kan emellertid ännu inte bestämma hur denna plåt skall se ut, ty först skall vi tillverka bygeln som hjulet skall sitta monterat i.
För detta ändamål är det bäst att välja ett gott stålmaterial t.ex. med dimensionerna diam. 22×2. Bygeln bör ha en inre radie av 70 mm och passar då mitt under lagerlägena. Bygelns ben måste vara helt parallella med varandra, liksom de lagerhål, vi måste ta upp. Tidigare har vi bestämt hjulläget och lagerläget, men nu måste vi också ta till bygeln så pass att den ledigt går fri från hjulet. Fästöron av 2 mm stålplåt tillverkas därefter för både lagerläget och fjäderbensfästet.
Ett inbördes avstånd av 150-180 mm torde vara lämpligt mellan dessa båda punkter. Tag till fästöronen lagom, så att de lämnar ett mindre svängrum för fjäderbensörat resp. lagerhylsan.
För hjulaxelns fasthållande är det enklast att använda den främre delen av bottenläken från orginalgaffeln.
RIKTA HJULET NOGGRANT
Värm nu främre delen av röret samt platta till det så att det får den rektangulära profil som länken har. Länken skjutes in i röret men innan den svetsas så måste den mätas upp och riktas.
Fullständig parallellitet måste finnas mellan axelcentrum och lagerläget. Stämmer inte detta så blir hjulet sittande snett och hela cykeln blir sned i gången. Enklast är att sätta in hjulet i gaffelbygeln och justera länkarna in eller ut så att hjulet befinner sig mitt i bygeln.
Svetsa fast länkarna i det exakta läget. Man kan på detta sätt inte se om hjulet står rätt i vertikallinjen. Då får man återigen sätta in dornar i axelhålet och lagerhålet. Dessa dornar måste vara parallella i siktlinjen sinsemellan. Vilket mått gäller för lagerhålet? Bussningens diameter är 15 mm och det enklaste är att tillverka en stålbussning med detta mått som passar till befintliga delar. Ett dammskydd bör apteras på var sida om lagret.
När man monterar gaffelbygeln, bör den kunna röra sej fritt när lagerbulten har dragits åt ordentligt. Detta betyder att lagerbulten skall dragas stumt mot stålhylsan och fästöronen.
Som fäste för bromsarmen svetsar vi fast en kort bult ”M8” med huvudet mot insidan av gaffeln, samt tillverkar en länk, som är ca 150 mm lång.
Nu är det dags att placera de tillverkade delarna på sina platser samt även bestämma var och hur man skall placera det övre fästet för fjäderbenet. Som vi tidigare nämnt, så är önskemålet att gaffelbygeln lutar ca 10 grader nedåt. Tillverka därför ett fäste av 2 mm stålplåt för övre fjäderbensörat. Fästet bör vara tillverkat så att det också förstärker det ställe på gaffelbenet där vi svetsat fast plåten efter uppskärningen. Så är det bara att montera gaffeln på plats och se om det stämmer, dvs. om språnget nu är det beräknade.
MERA TIPS FÖLJER
Detta var det mesta beträffande framgaffelns utformning för tävlingskörning. De ovannämnda tipsen är i första hand till för de förare som ämnar ge sej in på avancerad tävlingskörning. För de som inte läst vårt avsnitt om enkel modifiering av standardgaffeln rekommenderar vi att gå tillbaka till nr 1/60, där en redogörelse för mera moderat omändring beskrivits.
I nästföljande kapitel skall vi gå igenom en del om fotsteg, fällbara fotpinnar, skyddsbågar och andra specialdetaljer som hör till en god tävlingsutrustning för tillförlitlighets- och motocrosstävlingar. Därefter följer de mest elementära råden för själva motortrimningen – det kanske för många läsare mest begärliga kapitel i vår serie om modifiering av ”Silverpilen”.
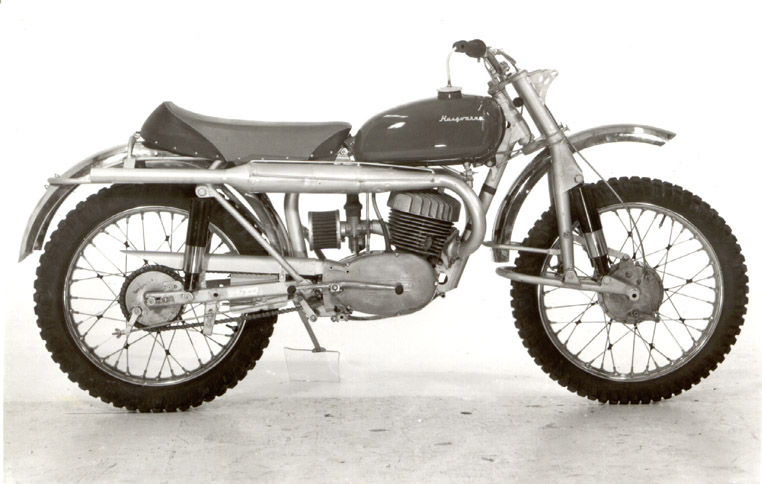
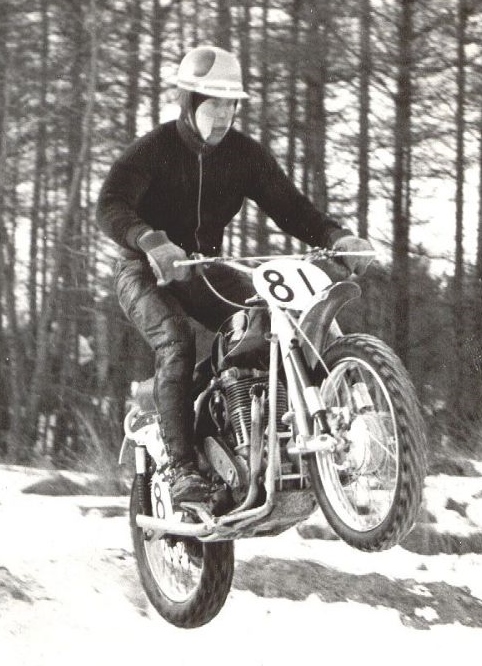
EM-segrande Husqvarna
har som bekant ingen specialmodell för motocross
till försäljning, men vi presenterar i alla fall våra
läsare en autentisk bild av den berömda 250:an.
På bilden här ser vi hur maskinen ser ut fullt kör-
klar. Den version som Rolf Tibblin körde till EM-
seger hade motormåtten 69,5 i diameter och 64,5
i slaglängd, vilket utgör 245 cc i cylindervolym.
Hästkraftstalet är uppgivet till 16 b. h. k. vid 6.000
v/min. För den som privat önskar sadla en liknan-
de maskin till vårpremiären är ett omfattande om-
byggnadsarbete av befintliga Guld- eller Silver-
pilar det enda tänkbara. På annan plats i detta
nummer presenteras dessutom en möjlighet till
ombyggnad av HVA upp till 250 cc.
SENSATIONELL MALMÖ-GIV: SPECIAL- HVA 250
Rolf Tibblins EM-seger i 250-klassen med
den svenska Husqvarnan, har som bekant
medfört en allt större efterfrågan på just
en ”replikamodell” av den berömda fa-
briks-250:an. Då man tydligen på HVA-
fabriken ställer sej avvaktande – än så
länge – till en serie 250-kubikare, har ett
prisvärt initiativ kommit från en lokal
Husqvarna-expert i Malmö, Göte Lind-
ström, som sedan flera år driver motor-
verkstad och försäljning med Husqvarna
som specialitet. Lindström har nämligen
på prov tillverkat ett halvdussin 250-kubi-
kare, mycket snarlika Husqvarnafabrikens
egen version av EM-maskinen. Som grund-
stomme har Lindström i samtliga fall an-
vänt sej av helt vanliga standard Hus-
qvarna ”Guld- och Silverpilen”. De sex
maskinerna, som redan levererats, har
samtliga visat sej synnerligen krutfyllda
och flera skånska juniorförare har blivit
hart när oslagbara i sin klass med dessa
maskiner. Ett exemplar av Lindströms
HVA-Special har också under februari le-
vererats till den kände TT- och crossföra-
ren Lennart Lindell i Eskilstuna.
Den stora modifieringen ligger i sjäva
motorn. Som grund använder Göte Lind-
ström en vanlig 175 cc SilverpiI-motor. Av
denna blir det emellertid inte mycket or-
ginaldelar kvar sedan ombyggnaden före-
tagits. Balanspartiet modifieras så att ba-
lanshalvorna fylls och görs tyngre, vevsta-
ken slipas och poleras, ny kolv, ny cylin-
der och ny topp monteras och slutligen
förses maskinen med helt nya avgasrör.
Den nya cylindern är liksom fabrikens
specialdito försedd med dubbla avgaspor-
tar, eller rättare sagt – den enda stora
portenär försedd med en lösmonterbar
förgrening med skruvfäste för dubbla av-
gasrör. Även de senare är mycket lika fa-
brikens egna specialpipor. Cylinder är ut-
förd i lättmetall med mycket djupa kyl-
flänsar och fodrad med gjutjärnsfoder. In-
sugningsröret är också specialtillverkat
och gjutet i aluminium. På detta sitter
monterad en 32 mm Bing sportfärgasare.
Det kan nämnas att många experiment-
och arbetstimmar ligger bakom tillverk-
qvarnor. Enbart gjutmodellerna har tagit
400 timmar i anspråk.
Förutom modifieringen av motorer, före-
tar Lindström, om så önskas ombyggnad
av hela kompletta maskiner för motocross-
bruk. Cyklarna förses då med Earlstyp
framgaffel, av liknande slag som fabrikens
egen, samt en bakgaffelupphängning, som
också får identisk med de på fabriksmaski-
nerna, En total kostnad för modifiering av
en Silverpil till ovanstående beskrivna
trim belöper sej på 1600 kr och omändring-
en av motorn kostar separat, om inga an-
dra åtgärder med cykeln vidtages, 1000 kr.
Under våren beräknar G. Lindströms Mo-
torverkstad kunna leverera ett 25-tal be-
skrivna “Works Replicas” och intresserade
torde lämpligen omgående kontakta fir-
man för säker leverans.
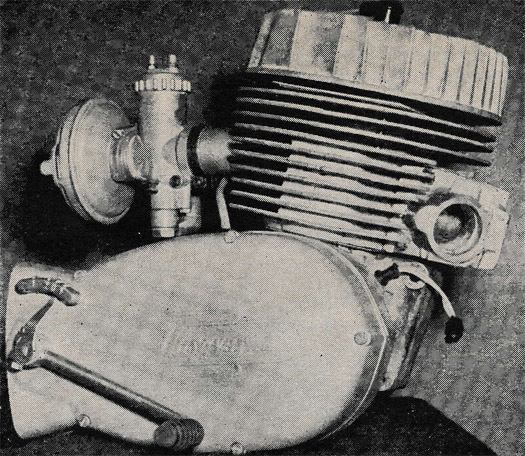
NÄRBILD på G. Lind-
störms special-Husqvar-
namotor. De kraftiga,
djupa kylflänsarna ses
tydligf framträda lik-
som topplocket, vars
kylflänssystem är myc-
kel snarlikt HVA:-fabri-
kens. Den avbildade
motorn är treväxlad,
men has Lindströms har
man även experimente-
rat med 4-växlade drev-
salser till HVA. Serie-
produktion av – dessa
har dock ännu ej kom-
mit igång.
